滚齿的广泛应用
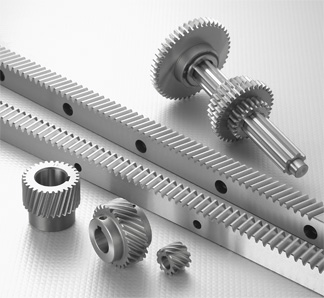
很多齿条厂加工齿条都会用到铣齿、插齿、滚齿这些方法,其中滚齿机是使用十分广泛的齿条加工机床,其数量越占整个加工机床的45%左右。滚齿机通常用来加工渐开线齿形的直齿条 数控设备齿条,只要工件的树池,压力角和滚刀一致,通过机床的调整便可以加工不同齿数和不同螺旋角的齿。齿条加工比起其他齿加工起来是比较简单的 数控设备齿条厂家,所以在很多齿条厂里,会选择这类的加工。
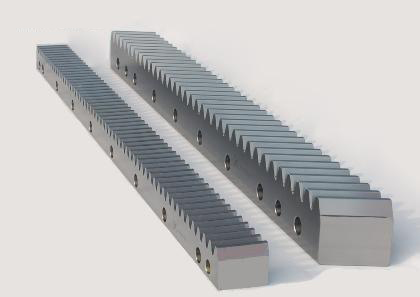
齿条热处理淬火前需要采用带凸角的插齿刀进行预加工,硬齿面插齿加工一般都是精加工,插齿刀的顶刃原则上不应参加切削。所以需要进行硬齿面插齿的零件 数控设备齿条价格,热处理前应采用专门的插齿进行粗插齿,用来保证被切齿轮的齿槽略深与标准全齿高、槽底两侧具有适量的根切 数控设备齿条供应商,两侧齿面有合适的精加工留量。两种粗切插齿刀的齿形可参照提前插齿刀进行设计。但其齿厚应根据热处理的变型量作出相应的减薄,以形成必要的精加工留量。留量不应过小或者过大,过小会不足以纠正热处理的变型过大,表面淬硬层切除过多,并将增大切削负荷和刀齿磨损。中等模数淬硬齿的精加工留量一般可以宣威齿厚上0.3~0.5mm。
本信息由:山东金仕霖机械制造有限公司(www.chi-tiao.com)提供,我们是商盟会员,全网认证的诚信供应商。欢迎联系我们,联系人:杨经理